【视频】SHARC音频模块:在裸机框架中使用共享内存
selina -- 周三, 05/15/2019 - 11:15
本视频介绍了如何使用裸机框架在3个核心之间共享信息和数据
本视频介绍了如何使用裸机框架在3个核心之间共享信息和数据
消费者对当前4G移动数据体验的满意度仍很高,但移动网络向5G技术的演进已经开始。Strategy Analytics用户体验策略(UXS)团队发布的最新报告审视了消费者应该转向5G的原因;报告发现,虽然5G速度升级,并且改进主要集中在频谱/频道优化和高频率使用上,但消费者需要更多的了解 5G的益处以克服消费者对5G采用的怀疑态度。
Joe Sousa、Andrew Thomas、Clement Wagner、Mark Thoren

Aaron Schultz ADI公司
新的国际标准和法规加速了工业设备对安全系统的需求。功能安全的目标是保护人员和财产免受损害。这可以通过使用针对特定危险的安全功能来实现。安全功能由一系列子系统组成,包括传感器、逻辑和输出模块,因而需要系统层面和集成电路层面的专门技能来提供具有适当功能组合的IC。
墨菲定律变体之一:"如果几件事都可能出错,首先出错的往往是会造成最大损失的那一件。"
如果一个系统可能产生直接或间接的致命威胁,例如机器故障等,那么设计该系统时,必须最大程度地降低故障可能性及其导致的负面影响。为了确保发生随机性和确定性故障的概率尽可能低,必须遵循特定的设计方法。工业中将这种设计方法称为功能安全方法。这种方法要求对系统进行细致入微的分析,确定所有潜在的危险情况,并运用最佳做法来将器件、子系统和系统的故障风险(例如电压过高或诊断失败等)降至容许的水平。
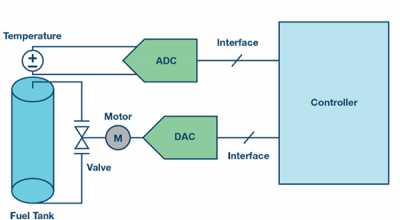
功能安全背后的理念是当检测到错误时让系统保持安全状态,例如:若来自外部传感器的转换结果超出范围,则断开使能的输出连接。IEC-61508是工业设备功能安全设计参考标准,已针对不同行业进行了修改或阐释,例如ISO-26262适用于汽车行业,IEC-61131-6适用于可编程控制器。

该视频重点介绍LTC3966,串行可编程I2C LED驱动器IC。这款四芯单片LED驱动器通过I2C串行通信控制四个大串LED。这种LED驱动器的一个市场是园艺照明市场。根据一天中的时间,一年中的时间或其他植被条件,可以将不同颜色的LED(RGBW或更具体的园艺LED RRGB组合)与四个不同的通道混合和调光。

配置裸机框架的进阶——从一个配置文件配置裸机框架的重要方面

5月9日,中国电动汽车百人会理事长陈清泰会见了ADI公司总裁兼首席执行官Vincent Roche、ADI公司全球销售和数字营销高级副总裁Martin Cotter、ADI中国区总裁范建人以及ADI中国汽车事业部总经理许智斌一行,百人会副秘书长王艳艳、国际中心主任陈茂林一同会见了来访代表。双方就中国新能源汽车产业发展路径、政策方向与市场前景、汽车芯片市场现状及技术趋势等内容进行了深入交流。

近日,全球领先的高性能模拟半导体技术公司 ADI 与国内知名 AI 机器人公司 Geek+ 进行了技术探讨,双方就针对 AI、机器人及传感器等新型技术进行了深入讨论,并达成战略合作,未来共同开拓智能技术产品的应用及更为广泛的技术深度结合。
本视频展示了如何打开和配置用于SHARC音频模块的裸机软件框架。首先第一步,咱们先创建裸机框架的一个新实例,然后进入CCES的源代码编辑部分....